Urbumu apstrādes instrukcijas var teikt, ka tās visbiežāk tiek izmantotas CNC programmēšanā. CNC sistēma arī sniedz 11 dažādas instrukcijas dažādu caurumu apstrādei. Piemēram, ir seklu urbumu urbšana, dziļu urbumu urbšana, pļaušana, pļaušana, urbšana, pieskaršanās utt. Saskaņā ar atšķirīgajām caurumu prasībām tiek dots samērā pilnīgu apstrādes metožu kopums. Šodien sākšu no vienkāršākā un elementārākā, sākot ar parastu seklu urbumu urbšanu. Visizplatītākā seklo urbumu apstrādes metode ir centra urbšana.

1. Urbšanas instrukcija un tās saturs
Cikla komanda seklu urbumu urbšanai ir G81. Šo ciklu izmanto parastai urbšanai. Griešanas padeve tiek urbta līdz apakšai ar noteiktu ātrumu, un pēc tam tā ātri pārvietojas atpakaļ.
Tās formāts ir G81 X_Y_Z_R_F_
XY ir urbuma vieta;
Z ir urbšanas dziļums, ko aprēķina no punkta R;
R ir atgriešanās punkts;
F ir griešanas ātrums;
2. Starpība starp palīgkomandām G98 un G99 urbšanas lietojumos
Pirms urbšanas komandas piemērošanas mums vispirms ir jāsaprot atšķirība starp palīgkomandām G98 un G99, kuras lieto kopā ar urbšanas komandu. Mēs izskaidrojam atšķirību starp instrumentu un sagataves' ieejas un izejas pozīcijām. Lai skaidrotu intuitīvāk, mēs izmantojam šādu attēlu.
Iepriekš redzamajā attēlā mēs varam redzēt:
G98 nozīmē, ka rīks atgriežas sākotnējā punktā pēc cikla apstrādes pabeigšanas.
G99 nozīmē, ka rīks atgriežas punktā R pēc cikla apstrādes pabeigšanas.
Tieši sakot, pacelšanas augstums ir atšķirīgs. Kāpēc tas atšķiras? Galvenais mērķis ir ietaupīt ievilkšanas laiku. Faktiskajā apstrādes procesā, īpaši masveida ražošanā, ir jāplāno cilvēka stundas. Efektivitāte ir nauda. Vienas un tās pašas plaknes urbšana Vienai un tai pašai caurumu sērijai, kamēr nav traucējumu, mēs varam pacelt nazi līdz punktam R, tas ir, izmantot G99. Parasti mēs to iestatām mazāk nekā 5 mm. Kad pēdējā bedre ir apstrādāta, mēs varam izmantot G98.
3. Piemēri, kā izskaidrot urbšanas programmēšanu
Piemēram, mums tagad ir dzelzs bloks, kura garums un platums ir 200. Noteiktā vietā tiek izurbti trīs urbumi ar diametru 12 un 10 dziļumu. Kā parādīts zemāk redzamajā attēlā, ir nepieciešams izmantot pozīciju, kas parādīta kā koordinātu izcelsme, un izmantot komandu G81, lai pabeigtu urbšanas programmas programmēšanu.
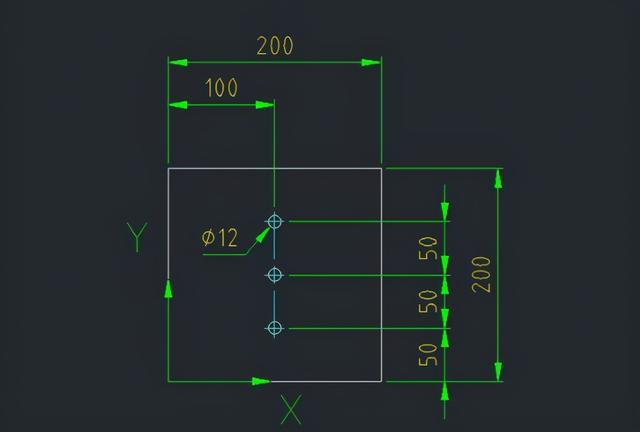
Metode: Atrodiet sagataves koordinātu punktu, iestatot instrumentu, izvēlieties atbilstošo urbšanas instrumentu utt. Programma tiek rakstīta šādi:
G54G90G0X0Y0; (Izveidojiet koordinātu sistēmu, rīks pāriet uz izcelsmi)
G43H1Z50; (Izveidot instrumenta garuma kompensāciju)
G0 X100Y50; (Pārvietot urbšanas pozīcijā)
M03 S900; (vārpstas palaišana)
G99G81Z-10R5F80; (izurbiet pirmo caurumu un paceliet nazi līdz punktam R)
Y100; (izurbiet otro atveri un paceliet nazi līdz punktam R)
G98Y150; (izurbiet trešo atveri, paceliet nazi līdz sākuma punktam)
G80; (Atcelt urbšanas ciklu)
G0 Z200 M05; (paceliet instrumentu, vārpsta apstājas)
M30; (programma beidzas, atgriezieties programmas sākuma punktā)
Iepriekš minētā ir parasta urbšanas programma. Pirms apstrādes pievērsiet uzmanību instrumenta iestatīšanas metodes pareizībai un kreisajai pusei, lai novērstu instrumenta sadursmes parādību.



